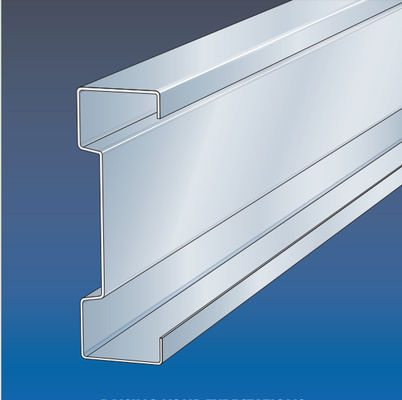
Maszyna Sigma Purlins została zaprojektowana w celu wykonania sigma purline w partii w pełni automatycznie.System sigma purlin został opracowany wraz z przez wiele latSystem został zaprojektowany przede wszystkim do stosowania na dachu jako pomocnicze wsparcie.
Sekcje Sigma są wytwarzane przez walcowanie na zimno tworzące stalowo ocynkowane podgrzewane na gorąco, klasy S450, o minimalnym naprężeniu wydajności 450N/mm2.Tutaj opracowaliśmy jedną walcowaną maszynę do tworzenia takiego profilu z wielokrotnym biciem.

Powyższy zakres nie może być wykonany przez jeden zakres, ponieważ zakres grubości jest zbyt duży, zwykle grubość 1,5 do 4,0 mm lub 3,5 mm będzie lepsza.
Maszyna Sigma Purlin
Podstawowe informacje: NLT-400 Maszyna Sigma Purlin
Nazwa urządzenia: NLT-400 sprzęt do formowania rolek z cyfrową transformacją wejściową komputerową+transformacją elektryczną przyciskiem
Model wyposażenia: NLT-400
Wersja inteligentna serwomotora: całkowita moc68 kW napędu
Sszczekać:30 metrów na minutę, prędkość całkowita od 12 metrów na minutę do 15 metrów na minutę (w zależności od liczby wykonanych otworów);
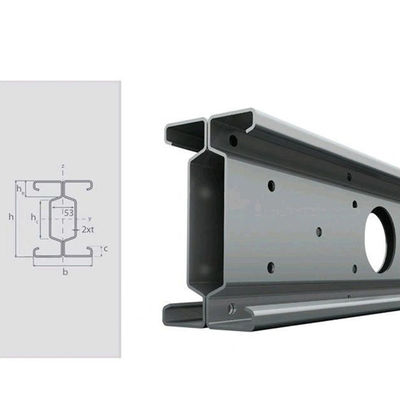
1. szerokość C (80~350) mm, szerokość Z (120~350mm) można swobodnie przekształcić;
2. mała krawędź (8-20 mm) i mała krawędź ≤ 0,8 * (wysokość pasa -20);
3. Wysokość talii (30-100) mm i wysokość talii ≤ 0,95 * (szerokość dolna - mała krawędź -30);
4. regulowana grubość płyty t (1,0~3,5) mm;
Dokładność długości i pozycji otworu ± 1 mm
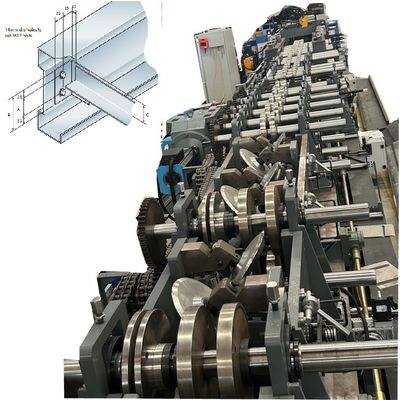
Rozwijanie → Wprowadzenie materiału do maszyny →Poziom wyrównania/...wybieranie i przedszywanie/...tworzenie rolki→Produkty otrzymujące tabelę
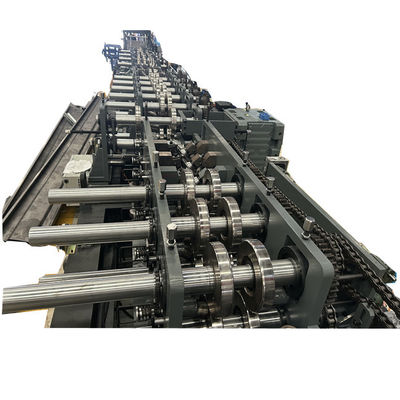
Pierwsze 8 stacji rolkowych są dla Sigma żebra szerokość regulowana zgodnie ze zmianą dolnej szerokości.
Średnica wału:Φ90 mm masy stałej
Podwójny łańcuch rzędu dla skrzyni biegów + wsparcie końca wału
Materiał wałów:
40 Cr Obróbka CNC HRC28-32, końcowe obróbka i elektroplata
Prędkość formowania:maks.15m/min
napięcie: 380V/60HZ/3P (zgodnie z żądaniem)
Drogę transmisji:
Podwójne łańcuchy + wsparcie końca wału
Zmiana rozmiarów:Automatycznieprzez PLC
C i Z, zmiana: W ręcznej pracy
Materiał z rolki: Cr12, precyzyjnie obrobione otwory wewnętrzne po podaniu próżni do obróbki cieplnej
Technologia przetwarzania: obróbka CNC po której następuje obróbka cieplna do HRC58-60, obróbka precyzyjna
Materiał wału: 40Cr (średnica 90/średnica 75)
Technologia obróbki: obróbka tłumienia i hartowania HRC28-32 po obróbce CNC, a następnie drobne obrócenie i galwanizowanie.
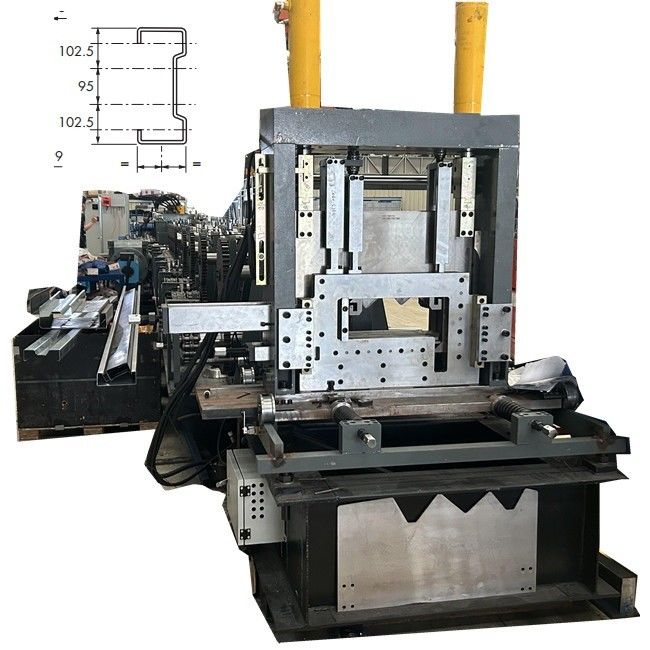
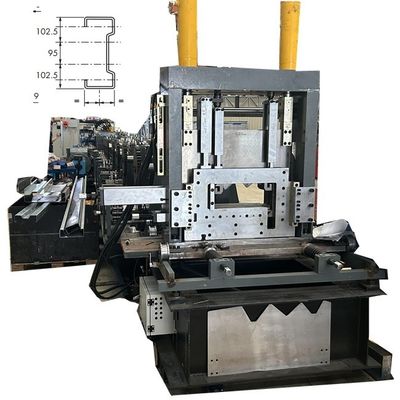
Jeśli chodzi o część strzyżącą maszyny Sigma Purline:
Wykonaliśmy wyraźne pomiary rozmiaru szerokości, aby łatwo było je regulować.
Zastosowanie Sigma Purline:
Jeśli chcesz wiedzieć więcej o tych maszynach, skontaktuj się z nami w każdej chwili.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish