Ciężka maszyna automatyczna CZ Purlin
Płyty są elementami stalowymi, które są używane jako konstrukcje nośne w budynkach pre-engineered, głównie pod dachami.tworzenie poziomej przepony, która zapewnia wsparcie dla ciężaru dachu i pokładuWykorzystywane do produkcji płytek pierwotnych jest stal formowana na zimno.Może mieć długość do 30 stóp lub dłuższą..
Długość i szerokość zależą od wymiarów podstawowej ramy budynku, jego zastosowania i konstrukcji inżynieryjnej.zgodnie z wymaganiamiW budynkach pre-inżynieryjnych szeroko stosowane są płyty stalowe. Są to lekkie, trwałe konstrukcje, które są zbudowane precyzyjnie.o ciągłości wymiarówW lecie i zimie, odpowiednio, płytki rozszerzają się i kurczą.
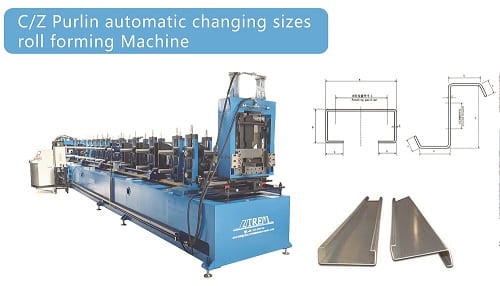
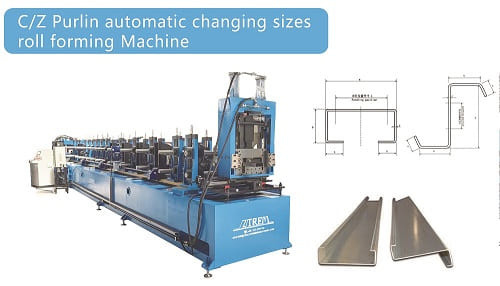
Proszę.jestProfil do odniesienia:

Ciężka maszyna automatyczna CZ Purlin
Ta maszyna do formowania rolki C purlin przyjmuje nowe komponenty z wysokiej jakości materiałem.Zaprojektowany przez zaawansowany program ZTFRM, maszyna ma łatwą i niezawodną obsługę. walcowania są najważniejszymi częściami maszyny, które wykonujemy znaleźć obróbki dla wszystkich walcowania, z wysokiej jakości materiału,aby upewnić się, że maszyna może pracować stabilnie przez długi czas.
1- Jak obliczyć szerokość cewki wejściowej linii C i Z?
Obliczyć szerokość cewki wejściowej w zależności od wielkości produktu gotowego: np. wysokość pasa*2 + szerokość dolnej części + mała krawędź w przypadku końcowej próby wielkość profilu C następująca:: 50 mm, szerokość dolna: 100 mm, mała krawędź:15 mm, grubość materiału:2 mm
Więc szerokość cewki wejściowej wynosi 50*2+100+15*2-2*6=218mm
2- Jak zrobić okablowanie?
Hydrauliczny rozwijalnik musi tylko podłączyć przewód zasilania do czterech końcówek oznaczonych A, B, C i N.
Główną maszynę do formowania rolków należy podłączyć do przewodu napędowego, silnika głównego, silnika pompy olejowej i silnika regulacyjnego.
Przewód zasilania: połączenie z końcówkami oznaczonymi L1, L2, L3
Silnik główny: połączenie z końcówkami oznaczonymi U2, V2, W2
Silnik pompy olejowej: połączenie z końcówkami oznaczonymi U1, V1, W1
Silnik regulacji rozmiaru: trzy silniki regulacji rozmiaru są podłączone do końcowego urządzenia oznaczonego odpowiednio oznaczeniem U3 V3 W3, U4 V4 W4 i U5V5W5.
Licznik, przełączniki graniczne jednostek perforujących i urządzeń cięcia są podłączone do szafki sterowania PLC za pomocą wtyczek lotniczych, które są unikalne, łatwe w podłączeniu i wolne od błędów.
Wnioski

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish